تولید سینی نشا پلی استایرن تیداپارس:
ماشین تولید سینی نشا، مناسب تولید انواع سینی در سایزهای مختلف با حفره های متنوع جهت کشت انواع نشا
دستگاه تولید سینی نشا تیداپارس از نوع نیمه فرمینگ بوده، قابلیت تولید انواع سینی با اندازه های مختلف، اشکال متنوع و ضخامت های متفاوت از مواد اولیه پلی استایرن (PS) را دارد.
مشخصات دستگاه تولید سینی نشا پلی استایرن:
– مجهز به سیستم کنترل و نمایشگر اتوماتیک PLC
– تابلو برق مجزا جهت دسترسی آسان و سریع اپراتور
– سیستم پنوماتیک
– ورق گیری اتوماتیک
دستگاه تولید سینی نشا شامل دو بخش اصلی می باشد:
- خط تولید ورق (اکسترودر)
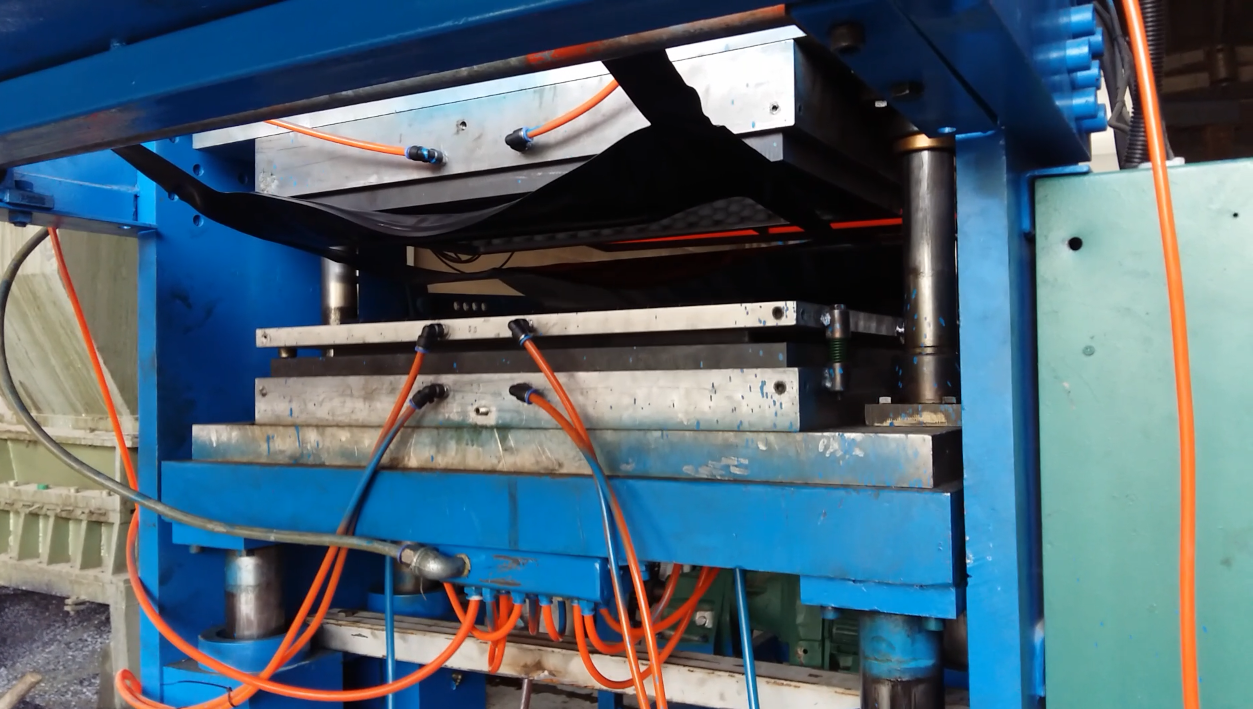
- خط فرمینگ (پرس)
در دستگاه تولید سینی نشا در بخش تولید ورق، مواد اولیه که به صورت گرانول یا مواد آسیابی است، داخل مخزن مواد ریخته شده و سپس توسط مجموعه اکسترودر (شامل: سیلندر ـ ماردون، صفحات المنت، هد و …) تبدیل به ورق گرم و با ضخامت قابل تغییر می شود. در مرحله بعد ورق وارد بخش فرمینگ شده و توسط قالب، پرس و به سینی تبدیل می گردد. از مشخصات بارز این دستگاه میتوان به قابلیت مجموعه برای تولید سینی ها و ظروف متفاوت اشاره کرد.
آلیاژ مرغوب با خاصیت ضد خوردگی، طول عمر بالا و کارکرد مؤثر، از خصوصیات قطعات به کار رفته در دستگاه تولید سینی تیداپارس می باشد که علاوه بر استفاده از مواد اولیه نو (جهت ساخت و تولید سینی نشا)، امکان به کار گیری مواد بازیافتی را نیز با اطمینان، فراهم می سازد.
دستگاه تولید سینی نشا تیداپارس، با صرفه اقتصادی بالا و بازگشت سرمایه کمتر از دو ماه برای تولیدکنندگان عمده نشا
30-20 ضربه پرس در دقیقه
تنظیم ضخامت ورق به وسیله هد بین 0.3 تا 3 میلیمتر
سیلندر و ماردون جهت عمل آوری گرانول و تهیه ورق (به انضمام موتور و گیربکس)
بازگشت سرمایه در زمان بسیار کوتاه
تولید سینی های نشا پلی استایرن poly styrene (P.S)



در سال های گذشته، نشا در گلدان های سفالی کشت می شد اما امروزه اغلب سینی ها از جنس polystyrene می باشند. اغلب سینی ها دارای حفره هایی به شکل مخروط یا هرم معکوس هستند که به سمت کف باریک می شوند. انواع مختلف سینی وجود دارد، سینی هایی با حفره های 1.5 اینچ معمولا دارای 128 حفره در هر سینی بوده و با حفره های 2.5 اینچ، تقریبا 72 حفره در هر سینی دارند. این سینی ها با حفره های کوچکتر، هزینه های تولید را کاهش می دهند. البته سایز نشای پرورش یافته در حفره های کوچک نیز کاهش می یابد.
سینی نشا از ساده ترین روش ها در کاشت و پرورش گیاهان می باشد. برای تولید و تکثیر انواع بذر، قلمه، صیفی جات، فصلی، گیاهان زینتی و….استفاده می شوند و با کاشت هر تک بذر (بر اساس عمق حفره و میزان حجم خاکی که در هر حفره سینی مورد نیاز است)، از فضای گلخانه استفاده بهینه می شود که بسیار مقرون به صرفه می باشد.
معمولا سینیهای نشا که از پلی استایرن ساخته شدهاند، کیفیت های متفاوتی دارند. برخی که سخت و دارای ایستایی مناسب هستند، می تواند تا چندین بار بر اساس ضخامت مصرفی مورد استفاده قرار گیرند. برخی که نازک تر هستند هم یک بار مصرف بوده و قیمت کمی دارند، می توان پس از اولین مصرف، آنها را بازیافت و مجدد به عنوان مواد اولیه در تولید سینی های ارزان قیمت استفاده کرد.
سینی های نشا حجم های متفاوتی دارند که هرکدام مخصوص گیاهانی خاص مورد استفاده قرار می گیرند.
ترکیبات مورد استفاده در پر کردن سینیهایی شامل کوکوپیت، پیت ماس غنی شده و استریل، مخلوطی از کوکوپیت و پیت ماس با یکدیگر و یا با پرلیت و یا ورمیکولیت می باشد ازین رو از موادی مانند خاک و ماسه استفاده نمی شود زیرا این مواد سنگین و سفت بوده و ضد عفونی شده نیستند.
از فواید کشت در سینی نشا کاهش میزان آسیب دیدگی محصول، فضای نشا کاری مناسب، کاهش مصرف بذر، سوخت، کود، انرژی و نیروی انسانی خواهد بود.



مزایای کشت بذر در سینی نشا:
– کنترل بیماری و آفات
– ارزان و اقتصادی بودن (تا زمانی که به سینی نشا آسیبی نرسد امکان استفاده، به دفعات وجود دارد)
– حمل و نقل و جابجایی آسان
– تولید با کیفیت و تلفات بسیار ناچیز
– افزایش تولیدی
– زهکشی مناسب و جاری شدن مناسب آب در داخل سلول ها
– دارای تهویه مناسب و ابعاد استاندارد
– دارای حجم های مناسب برای انواع کشت
مشخصات خط تولید سینی نشا تیداپارس:
– تنظیم ضخامت ورق: در این دستگاه نیمه فرمینگ از قسمت هد، ضخامت ورق بین 0.3 تا 3 میلیمتر قابل تنظیم است و ظرفیت تولید در ساعت بنا به ابعاد سیلندر (70- 90 – 100- 120 ) خط ورق از 70 تا 400 کیلوگرم متغیر می باشد.
– این خط تولید به 100متر مربع فضا جهت نصب و راه اندازی اصولی نیاز دارد و طول کل خط 7 تا 10 متر، ابعاد فرم دهی قالب 32*68 سانتیمتر و عرض ورق 75- 60 سانتیمتر و دارای عملکرد 20 الی 30 ضربه در دقیقه می باشد.
– تعداد ضربه در دقیقه به پارامترهایی مانند: نوع ظرف از لحاظ طول و ارتفاع، قدرت کمپرسور، کیفیت تیغه های قالب، وزن قالب و بنا به نوع سیستم خنک کاری، متفاوت می باشد.
سیستم محرک دستگاه بصورت مکانیزم مکانیکی لنگ و لغزنده میباشد.
عملکرد این مکانیزم به این صورت است که نیروی محرکه دورانی موتور محرک دستگاه پس از تغییرات ایجاد شده در گشتاور آن توسط گیربکس به یک قطعه بادامکی انتقال داده می شود و این قسمت بادامکی (به اصطلاح لنگ) با حرکت در یک مسیر دایره ای ناقص این نیروی گردشی را به نیروی رفت و برگشتی ساده تبدیل میکند. از جمله مزایای مکانیزم لنگ، سادگی آن و همچنین عدم نیاز به سرویس و تعمیرات دوره ای می باشد در صورتیکه در سیستم های مشابه مانند سیستم های هیدرولیکی رفت و برگشتی جهت حصول این نوع از حرکت باید هزینه های زیادی از جمله پمپ هیدرولیک، جک، شیرهای کنترل مسیر، شیرهای کنترل سرعت، مخزن روغن، خنک ساز روغن و….انجام داد و نیاز مبرم به سرویس این لوازم، زمان و هزینه زیادی را خواستار می باشد.
نیروی لازم جهت شکل دهی به نوار گرم شده پلی استایرن از طریق مکایزم لنگ و لغزنده تامین می گردد که خود این مکانیزم دارای متعلقاتی همچون موتور الکتریکی و گیربکس و.. می باشد. پس از تولید این حرکت رفت و برگشتی انتقال این حرکت به بخش قالب، مهمترین فاکتور کاری قسمت دستگاه پرس می باشد. با استفاده از 4 میله راهنما (4 بازوی حرکتی) این نیروی حرکتی رفت وبرگشتی به صفحات نگهدارنده قالب انتقال می یابد. باتوجه به حرکت مداوم این بازوهای حرکتی و وزن سنگین قالب و صفحات قالب گیر جنس و عملیات های حرارتی و ماشین کاری مورد نیاز در این بخش بسیار مهم می باشد.